




gate valve Performance Analysis

Introduction
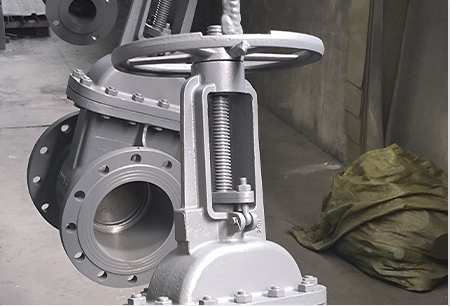
The gate valve is a linear motion valve used to start and stop flow. Its primary function is isolation, providing a sealed path for fluid when fully open and a complete blockage when closed. Positioned within the industrial fluid handling chain, gate valves are critical components in pipelines across numerous sectors, including oil and gas, water treatment, chemical processing, and power generation. Core performance characteristics revolve around its sealing capability (achieved through a gate fitting into a seat), pressure rating, material compatibility with the transported fluid, and operational torque requirements. A key industry pain point lies in balancing tight shut-off requirements with minimizing pressure drop when fully open. Traditional gate valve designs can exhibit significant flow restriction, leading to energy losses and increased pumping costs. Modern designs focus on optimizing flow paths and gate profiles to mitigate this issue. Furthermore, ensuring long-term reliability in harsh environments, particularly those involving corrosive fluids or extreme temperatures, remains a constant challenge.
Material Science & Manufacturing
Gate valve construction typically utilizes cast iron, ductile iron, carbon steel, stainless steel (304, 316, 351), and alloy steels, selected based on fluid compatibility, pressure, and temperature requirements. Cast iron offers cost-effectiveness but limited corrosion resistance. Ductile iron provides enhanced strength and impact resistance. Carbon steel is robust and suitable for high-pressure applications, while stainless steels excel in corrosive environments. Alloy steels offer tailored properties for specialized applications. The gate itself is often made of bronze, stainless steel, or cast iron, coated with materials like PTFE or epoxy resin to improve sealing and reduce friction. Valve body manufacturing commonly employs sand casting, investment casting, or centrifugal casting. The gate is produced via machining and often undergoes surface hardening for increased wear resistance. Stem manufacturing involves precision turning and threading. A critical manufacturing step is the lapping of the gate and seat to achieve a leak-tight seal. This process requires precise control of abrasive particle size and lapping compound composition. Welding, when used (e.g., for attaching flanges), demands rigorous adherence to welding procedures (AWS D1.1 for steel) to ensure joint integrity. Non-destructive testing (NDT) – radiography, ultrasonic testing, and liquid penetrant inspection – are crucial for detecting defects in welds and castings.
Performance & Engineering
Gate valve performance is governed by fluid dynamics, stress analysis, and sealing principles. Force analysis considers hydrostatic forces acting on the gate when the valve is closed, as well as the force required to overcome friction and operate the valve. Environmental resistance is paramount, encompassing corrosion, erosion, and temperature effects. Material selection directly influences corrosion rates, while coatings provide an additional barrier. Finite element analysis (FEA) is employed to optimize valve body geometry, minimize stress concentrations, and predict deformation under pressure. Compliance requirements vary by industry and region. API 600 (Petroleum, Petrochemical and Natural Gas Industries) sets standards for gate valve construction and testing. AWWA C504 (American Water Works Association) specifies requirements for potable water applications. NACE MR0175/ISO 15156 addresses materials selection for sour service (H2S containing environments). Proper valve sizing is essential to avoid cavitation (formation of vapor bubbles) and flashing (sudden vaporization of liquid), both of which can cause significant damage. Gate valve operation involves understanding the Cv (flow coefficient) and pressure drop characteristics to ensure optimal system performance. The stem packing plays a crucial role in preventing leakage around the stem, and its selection impacts operational torque.
Technical Specifications
| Parameter | Unit | Typical Range (Carbon Steel) | Typical Range (Stainless Steel 316) |
|---|---|---|---|
| Maximum Operating Pressure | PSI | Up to 1480 | Up to 1480 |
| Temperature Range | °F | -20 to 450 | -40 to 650 |
| Valve Size (DN) | mm | 50 - 1200 | 50 - 1200 |
| Connection Type | - | Flanged (ANSI/ASME B16.5), Welded End, Screwed End | Flanged (ANSI/ASME B16.5), Welded End, Screwed End |
| Gate Material | - | Cast Iron, Bronze, Stainless Steel | Stainless Steel 316, Alloy 20 |
| Seat Material | - | Metal-to-Metal, PTFE, EPDM | PTFE, EPDM |
Failure Mode & Maintenance
Common failure modes in gate valves include seat erosion, gate sticking, stem leakage, and body cracking. Seat erosion is often caused by abrasive particles in the fluid stream. Gate sticking can result from corrosion, deposits, or improper lubrication. Stem leakage is typically due to worn stem packing or damaged stem surface. Body cracking is often initiated by stress corrosion cracking or fatigue cracking, particularly in areas of high stress concentration. Failure analysis frequently reveals the root cause as inadequate material selection for the specific fluid environment. Maintenance procedures should include regular inspection of the stem packing, gate, and seat. Lubrication of the stem thread is essential to prevent sticking. Periodic testing of the valve to verify its sealing capability is recommended. For severe corrosion, replacement of internal components may be necessary. Non-destructive testing (NDT) can detect early signs of cracking before catastrophic failure occurs. A preventative maintenance schedule, based on operating conditions and fluid characteristics, is crucial for maximizing valve lifespan. When disassembling for repair, careful attention should be paid to proper reassembly procedures to ensure continued leak-tight performance. Record-keeping of maintenance activities is essential for tracking valve performance and identifying recurring issues.
Industry FAQ
Q: What is the primary difference between a wedge gate valve and a parallel seat gate valve?
A: Wedge gate valves feature a wedge-shaped gate that seals against angled seats, offering excellent shut-off but typically requiring higher operating torque. Parallel seat gate valves have a parallel-sided gate and flat seats, resulting in lower operating torque and reduced pressure drop when fully open, but may not provide as tight a seal. The choice depends on the application's priorities – tight shut-off versus ease of operation and flow efficiency.
Q: How does the material of construction impact the gate valve's resistance to corrosion?
A: The material directly dictates corrosion resistance. Carbon steel is susceptible to corrosion in many environments, requiring protective coatings. Stainless steel (304, 316) offers significantly improved corrosion resistance, particularly in oxidizing environments. Alloy steels and specialized coatings (e.g., PTFE, epoxy) are used for highly corrosive fluids like acids or seawater.
Q: What are the considerations when selecting a gate valve for high-temperature applications?
A: High temperatures can reduce material strength and cause thermal expansion. Material selection must account for these factors, choosing alloys with sufficient creep resistance and thermal stability. Stem packing and seat materials must also be compatible with the elevated temperatures to prevent leakage. Bolting and flange connections require careful consideration of thermal stresses.
Q: What are the advantages and disadvantages of using a non-rising stem gate valve compared to a rising stem gate valve?
A: Non-rising stem gate valves are more compact and suitable for applications with limited overhead space. However, they don't provide a visual indication of valve position. Rising stem gate valves clearly indicate the valve's open or closed status but require more headroom.
Q: What is the significance of API 600 certification for gate valves?
A: API 600 certification ensures that the gate valve meets stringent industry standards for design, materials, manufacturing, and testing. This certification provides assurance of quality, reliability, and safety, making it a critical requirement for many applications, particularly in the oil and gas industry.
Conclusion
The gate valve, while a mature technology, continues to be refined through advancements in materials science, manufacturing processes, and engineering design. Its role as a critical isolation component in diverse industrial applications remains undisputed. Successful implementation relies on careful consideration of fluid compatibility, pressure and temperature requirements, and compliance with relevant industry standards. Addressing the inherent limitations of traditional gate valve designs – primarily pressure drop and potential for gate sticking – through optimized flow paths and advanced sealing materials is ongoing.
Looking ahead, the integration of smart valve technologies, including predictive maintenance capabilities and remote monitoring, will further enhance the reliability and efficiency of gate valve operation. The demand for corrosion-resistant materials and sustainable manufacturing practices will continue to drive innovation in gate valve design and production. A thorough understanding of failure modes and proactive maintenance strategies are essential for maximizing the lifespan and minimizing the total cost of ownership of these crucial industrial components.
-
Top Reasons to Choose a Stainless Steel Flange Check Valve for Industrial Applications
-
double flange butterfly valve Performance Analysis
-
Double Flanged Couplings Performance Analysis
-
double flanged butterfly valves Material Science
-
forged flange Performance Analysis
-
forging flange Material Science
-
forging flanges Material Performance
-
Round Flange Performance Analysis
-
Round Flanges Performance Analysis
-
Custom Flange Performance Analysis
-
DN 40 Flange Performance Analysis
-
8 inch flange Performance Analysis
-
angle ring flanges Performance Analysis
-
Flat Flanges Performance Analysis
-
Full Face Flange Performance Analysis