




manual knife type gate valve Performance Analysis
Introduction
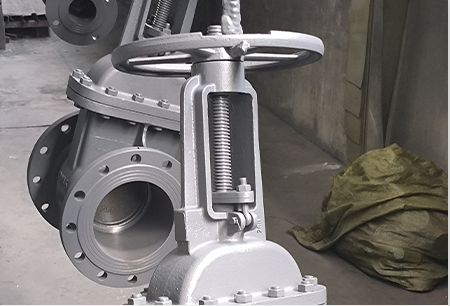
The manual knife type gate valve is a unidirectional flow control device utilized extensively in industries handling slurries, particulate matter, and fibrous materials. Unlike conventional gate valves, the knife gate valve employs a sharp, knife-like blade that sheers against the valve seat, enabling positive shut-off with media containing solids. Its position within the industrial chain is typically as a final control element in pipeline systems, downstream of processing equipment and prior to discharge or further treatment. Core performance characteristics include tight sealing despite the presence of solids, minimal pressure drop in the fully open position, and robust construction for handling abrasive and corrosive fluids. A key pain point addressed by these valves is the frequent failure of conventional gate valves when exposed to solid-laden streams, resulting in costly downtime and maintenance. The manual operation provides a reliable, power-free control option where automated actuation is not required or preferred.
Material Science & Manufacturing
The body of a manual knife gate valve is commonly manufactured from cast iron (ASTM A126 Class B), ductile iron (ASTM A536 65-45-12), or carbon steel (ASTM A216 WCB), selected based on the fluid’s corrosivity and the operational pressure. The knife gate itself is frequently produced from stainless steel grades such as 304, 316, or 410, chosen for their hardness and resistance to wear and corrosion. Valve seats are typically made from resilient materials like EPDM, nitrile (NBR), or PTFE, ensuring a tight seal even with imperfect seating surfaces caused by solid particles. Manufacturing processes involve casting or forging the body, followed by machining to precise dimensions. The knife gate is often produced via investment casting or CNC machining. The valve seat is either molded in place or mechanically secured. Key parameter control during manufacturing includes ensuring the flatness of the seating surfaces (typically within 0.025mm), achieving the correct hardness of the knife gate (HRC 55-60 to resist abrasion), and maintaining dimensional accuracy to prevent leakage. Welding procedures, if applicable, must comply with ASME Section IX standards to ensure joint integrity. Surface treatments, such as epoxy coating or galvanization, are often applied to the body to enhance corrosion resistance.

Performance & Engineering
The performance of a manual knife gate valve is heavily influenced by its design and the materials used. Force analysis focuses on the torque required to operate the valve, which is dependent on the fluid pressure, gate size, and seat friction. Environmental resistance is critical; exposure to UV radiation, extreme temperatures, and corrosive atmospheres can degrade valve components. Valves intended for outdoor use must incorporate UV-resistant seals and protective coatings. Compliance requirements vary by industry and region. For potable water applications, valves must meet NSF/ANSI 61 standards. For use in hazardous locations, compliance with ATEX or IECEx directives is essential. Functional implementation involves ensuring the valve is correctly sized for the pipeline and flow rate. The Cv (flow coefficient) value must be calculated accurately to minimize pressure drop. Proper installation is crucial to prevent binding and ensure smooth operation. The valve’s body must be securely supported to withstand the weight of the fluid and the forces exerted during operation. The stem should be properly lubricated to reduce friction and extend valve life. Failure to account for these factors can lead to premature failure or operational inefficiencies.
Technical Specifications
| Parameter | Unit | Typical Value | Industry Standard |
|---|---|---|---|
| Maximum Operating Pressure | PSI | 150-250 | ANSI/ASME B16.34 |
| Temperature Range | °F | -20 to 450 | ASTM A193 B8 |
| Knife Gate Material | - | SS316 | ASTM A240 |
| Body Material | - | Ductile Iron (65-45-12) | ASTM A536 |
| Seat Material | - | EPDM | ASTM D2000 |
| Connection Type | - | Flanged (ANSI B16.5) | ANSI B16.5 |
Failure Mode & Maintenance
Common failure modes for manual knife gate valves include seat erosion due to abrasive particles, knife gate wear leading to leakage, stem packing failure resulting in external leakage, and body cracking caused by excessive pressure or thermal stress. Fatigue cracking can occur in the knife gate under cyclical loading conditions. Delamination of the valve seat can lead to a loss of sealing performance. Degradation of the seat material due to chemical attack is also common, particularly with aggressive media. Oxidation of metal components can cause corrosion and weaken the valve structure. Preventative maintenance includes regular inspection of the valve seat for wear, lubrication of the stem and handwheel, and replacement of worn packing. Periodic testing of the valve's sealing performance is recommended. If leakage is detected, the seat should be inspected and replaced if necessary. In case of body cracking, the valve must be removed from service and repaired or replaced. Proper storage is vital to prevent corrosion; valves should be stored in a dry, protected environment. Regular visual inspections for signs of corrosion, damage, or wear are essential for ensuring reliable operation.
Industry FAQ
Q: What is the primary advantage of a knife gate valve over a ball valve for handling slurries?
A: Knife gate valves excel in slurry applications due to their knife-like blade, which positively shears through solids, preventing clogging and ensuring a reliable seal. Ball valves, while versatile, can become obstructed by large solids, leading to operational issues and potential damage.
Q: How does the material selection impact the longevity of a knife gate valve in a corrosive environment?
A: Material selection is paramount. Utilizing stainless steel (e.g., 316) for the knife gate and appropriate elastomer (e.g., EPDM, PTFE) for the seat provides superior resistance to corrosion. The body material also plays a crucial role; coated ductile iron or stainless steel are recommended for highly corrosive applications.
Q: What are the critical considerations for the installation of a manual knife gate valve to ensure optimal performance?
A: Proper alignment with the pipeline is essential to avoid binding. Adequate support for the valve body is necessary to withstand the weight of the fluid and operating forces. The valve should be installed with the stem in a horizontal position to facilitate packing maintenance. Confirming the valve is fully open and closed during initial commissioning is also crucial.
Q: What maintenance procedures should be performed on a manual knife gate valve to maximize its service life?
A: Regular inspection of the seat for wear, lubrication of the stem and handwheel, and replacement of the stem packing are critical. Periodic testing of the valve's seal integrity and visual inspection for corrosion or damage are also essential preventative measures.
Q: How does the choice of seat material affect the valve’s ability to handle different types of fluids?
A: Different seat materials exhibit varying chemical compatibility. EPDM is suitable for water and mild chemicals, while NBR is compatible with oils and fuels. PTFE provides broad chemical resistance but has lower abrasion resistance. Selecting the correct seat material based on the fluid composition is critical to prevent swelling, degradation, or leakage.
Conclusion
The manual knife gate valve remains a critical component in numerous industrial processes requiring reliable flow control of slurries and solid-laden fluids. Its robust design, positive shut-off capabilities, and relative simplicity make it a cost-effective solution for a wide range of applications. Understanding the material science principles governing its construction and the engineering considerations influencing its performance is crucial for proper selection, installation, and maintenance.
Future advancements will likely focus on improved seat materials offering enhanced abrasion resistance and chemical compatibility, as well as the integration of smart sensors for remote monitoring of valve performance and predictive maintenance. As industries increasingly prioritize sustainability and operational efficiency, the demand for reliable and long-lasting valve solutions like the manual knife gate valve will continue to grow.
-
Top Reasons to Choose a Stainless Steel Flange Check Valve for Industrial Applications
-
teejet check valve Performance Analysis
-
8 inch check valve Performance Analysis
-
wafer style check valves Performance Analysis
-
3 4 spring check valve Performance Analysis
-
butterfly check valves Performance Analysis
-
electric check valve Performance Engineering
-
electric check valves Performance Analysis
-
Threaded Check Valves Performance Analysis
-
6 inch check valve Performance Analysis
-
8 check valve Performance Analysis
-
diaphragm check valve Material Science Manufacturing
-
dual plate check valve Performance Analysis
-
check valve 6 inch Material Science
-
diaphragm check valves Performance Analysis